
formatting Counterbalance floor crane content
What is a Counterbalance Floor Crane?
A counterbalance floor crane is a specialised mobile lifting device designed to provide an overhead lifting point where no fixed lifting infrastructure exists.
These ingenious machines utilise counterweights positioned at the rear of the unit to balance loads lifted at the front, eliminating the need for forward-extending stabilising legs that would restrict access to walls, machinery, or confined spaces.
Types of Floor Crane
The counterbalance floor crane market offers several distinct categories, each engineered for specific applications and load requirements. Understanding these variations is crucial for selecting the optimal lifting solution for your project.
Manual Counterbalance Floor Cranes
Manual counterbalance floor cranes represent the most straightforward and reliable category,operating without electrical power or hydraulic systems. The Wienold GML800 Manual exemplifies this type, offering an 800kg lifting capacity to heights of 4.98m whilst maintaining complete independence from power sources. These units typically employ hand-operated winches with adjustable crank handles that can be extended to ease the lifting of heavy loads.


Electric-Powered Floor Cranes
Electric-powered models provide enhanced lifting efficiency through remote-controlled winch systems. The Wienold GML800+ demonstrates this category’s capabilities, featuring dual power options including 110v AC mains electricity and bi-energy versions with DC batteries.
These cranes can lift identical loads to their manual counterparts but with significantly reduced operator effort and improved precision control.


Mini Floor Cranes
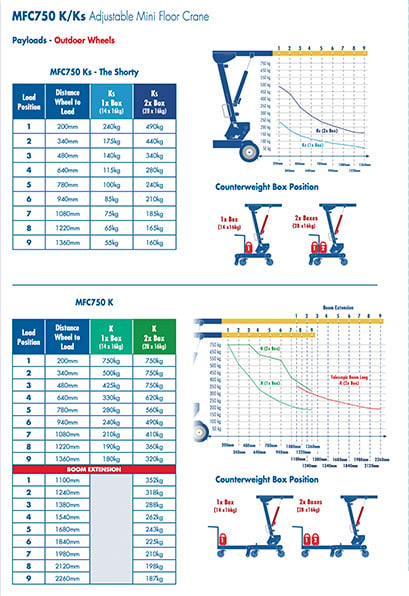
Mini floor cranes, such as the Wienold MFC750K, are designed for ultimate compactness whilst retaining impressive lifting capabilities. Despite measuring just 1.08m long when stowed, the MFC750K can lift 750kg to 3.05m height.
For detailed specifications and capabilities, explore the anatomy of the MFC750.


Specialist Glass Lifting Models
Certain counterbalance floor cranes are specifically configured for glass installation applications.
The Wienold GML800+ can be fitted with the GA-2 glazing manipulator, developed in partnership with Kappel and Hird, enabling precise glass installation up to 7.94m height with loads up to 500kg .
For comprehensive technical details, review the anatomy of the GML800.


Typical Floor Crane Applications
Counterbalance floor cranes serve diverse industries and applications where precision lifting inconstrained environments is essential. Their versatility makes them indispensable across multiple sectors.
Construction and Building Maintenance
In construction environments, counterbalance floor cranes excel at lifting building materials including steel beams, concrete sections, and curtain walling components. Their compact design allows them to operate within active construction sites without disrupting other processes, making them ideal for modern construction projects where space is at a premium. The cranes prove particularly valuable for building refurbishment projects where internal accessis limited.
Glass Installation and Glazing
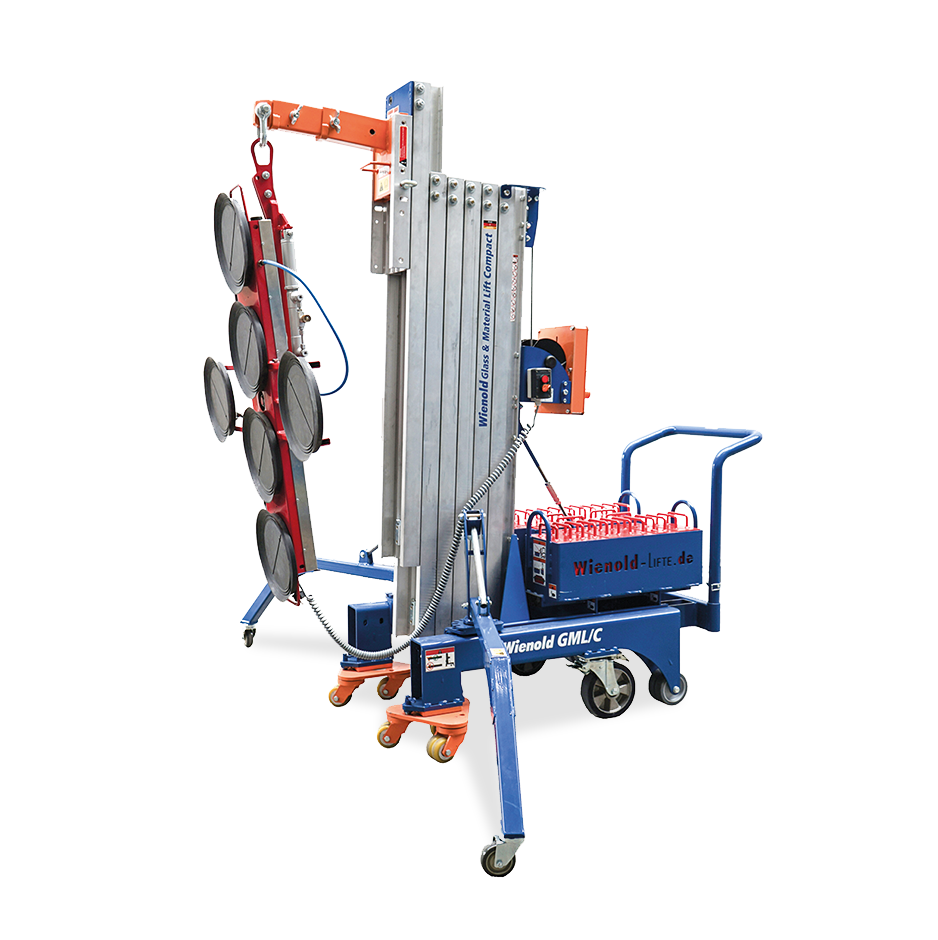
Glass installation represents one of the most demanding applications for counterbalance floorcranes. These machines can be fitted with specialised glass vacuum lifters and manipulators tohandle delicate glass panels safely. The Wienold WLU glass manipulator
combines a counterbalance floor crane with built-in vacuum lifting capability, handling glass sheets up to355kg. This application requires precise positioning and smooth operation to prevent damage to expensive glazing materials.
Manufacturing and Workshop Operations
Manufacturing facilities utilise counterbalance floor cranes for machinery installation, maintenance, and production line modifications. Their ability to operate in confined spacesbetween production equipment makes them invaluable for plant maintenance operations. Engine removal and installation in automotive workshops represents another key application,where the cranes’ manoeuvrability allows access to cramped engine bays.


Warehousing and Logistics
In warehousing environments, counterbalance floor cranes facilitate the movement of heavy goods and equipment where overhead crane systems are not available. They excel at loading and unloading operations, particularly for items that require precise positioning or cannot behandled by standard forklift equipment.
Entertainment and Events
The entertainment industry employs counterbalance floor cranes for stage rigging, lighting installation, and audio equipment positioning. Their quiet operation and precise control make them suitable for use in performance venues where noise and vibration must be minimised.
Safety Measures When Hiring a Floor Crane
Operating counterbalance floor cranes safely requires comprehensive understanding of properprocedures, risk assessment, and regulatory compliance. Safety considerations mustencompass pre-operational checks, operational protocols, and emergency procedures.
Pre-Operational Safety Checks
Before operating any counterbalance floor crane, operators must conduct thorough pre-use inspections. These inspections should examine the hook for cracks, gouges, excessivewear, and proper latch operation. The lifting mechanism, whether chain, wire rope, or hydraulic cylinder, requires careful examination for elongation, deformation, cuts, cracks,excessive wear, or corrosion.
Load rating verification represents a critical safety check. Every counterbalance floor crane must display clearly visible safe working load (SWL) signs and load charts. Operators must never exceed the rated load capacity, considering that capacity varies based on boom position andconfiguration.
Operational Safety Protocols
Safe operational practice demands that no person should stand under suspended loads or withinthe load’s potential fall zone. Work area boundaries must be established and maintained,with only trained personnel permitted within the designated safety zone. Physical barriers such as portable barriers with ropes should be installed around crane operation areas. Counterweight management represents a unique safety consideration for these cranes. Operators must ensure correct counterweight configuration for the intended load, understanding that inadequate counterweighting can lead to instability or tipping. The counterweights must be properly secured within their storage boxes and evenly distributed.

Personal Protective Equipment (PPE) Requirements
All personnel operating or working near counterbalance floor cranes must wear appropriate PPE.


Hard hats
to protect against falling objects

High-visibility clothing
for enhanced operator visibility

Safety gloves
for improved grip and hand protection

Steel-toe boots
to protect feet from heavy objects

Protective glasses or goggles
for eye protection
The PPE must be regularly inspected for wear and properly fitted to each individual user. Rigger gloves are specifically recommended for crane operations to provide additional protection against pinch points, cuts, and abrasions.
Regional Floor Crane Hire Services
London and Greater London, Kent
London’s construction and industrial sectors benefit from comprehensive counterbalance floorcrane hire services across the metropolitan area and extending into Kent. The capital’s dense urban environment creates unique challenges that counterbalance floor cranes ares pecifically designed to address.
London’s compact urban sites particularly benefit from counterbalance floor cranes‘ ability to operate in constrained spaces. The cranes’ capacity to work directly against building facades makes them ideal for London’s dense construction environment where space is at an absolute premium.
Manchester, Liverpool, and Leeds
The northern England industrial corridor encompassing Manchester, Liverpool, and Leeds represents a significant market for counterbalance floor crane hire services. This region’s manufacturing heritage and ongoing industrial development create substantial demand for specialised lifting solutions.
The region’s industrial legacy means many facilities require lifting solutions that can navigate older building layouts and constrained access routes. Counterbalance floor cranes excel in these environments, providing lifting capabilities where traditional cranes cannot operate effectively.
Yorkshire
Yorkshire’s diverse industrial landscape, from traditional manufacturing to modern logistics facilities, creates varied requirements for counterbalance floor crane hire. The region benefits from multiple specialist operators providing comprehensive coverage.
Yorkshire’s manufacturing sector particularly values counterbalance floor cranes for their ability to operate within existing production facilities without requiring structural modifications or extensive setup procedures.
Floor Crane Training
Professional training represents a critical component of safe and effective counterbalance floorcrane operation.
Hird provides comprehensive LEEA-accredited training programs designeds pecifically for counterbalance floor crane operators.
LEEA-Accredited Training Program
The LEEA counterbalance floor crane training course offers comprehensive one-day instruction suitable for new operators, experienced personnel requiring certification, or those needing refresher training.
The course maintains a maximum of three delegates per session to ensure personalised attention and effective learning.

Course Content and Structure
- Legislation and regulatory requirements for crane operation
- Crane introduction and familiarisation with equipment components
- Control systems and operation procedures
- Pre-use inspection protocols and safety checks
- Operational techniques and best practices
- Steering and manoeuvring in confined spaces
- Hydraulic system understanding and maintenance
- Load assessment and capacity calculations
- Communication and signalling procedures
- Lifting techniques and safety protocols
Certification and Validity
Successful course completion results in LEEA certificate and photo-card issuance, providing industry-recognised credentials valid for five years. After this period, refresher training is required to maintain certification. This certification system ensures operators maintain current knowledge and comply with industry safety standards.


Training Locations and Flexibility
Hird operates purpose-built training centres providing comprehensive coverage across the UK. Training can be delivered at these centres or at client sites where facilities are suitable. Most courses can be customised to meet specific production requirements and business needs.
The training program reflects the growing importance of counterbalance floor cranes across industrial sectors and the need for properly qualified operators to ensure safe, efficient operations.


Floor Crane Specifications
Understanding technical specifications is crucial for selecting appropriate counterbalance floorcrane equipment.
The following specifications represent key models available throughprofessional hire services:
Wienold GML800+ Specifications

Wienold GML800+ Specifications
| Specification | |
|---|---|
| Lift Capacity | 800kg |
| Working Height | 7.94m |
| Width | 780mm |
| Working Length | 2,200mm |
| Dead Weight (lift only) | 353/352kg |
| Weight (inc. counterweights) | 565/559kg |
| Power Options | Battery/Mains |
Wienold MFC750K Specifications

Wienold MFC750K Specifications
| Specification | |
|---|---|
| Lift Capacity | 750kg |
| Working Height | 3.05m |
| Transport Position (H×L×W) | 1.00×1.08×0.65m |
| Working Position (H×L×W) | 1.92×1.08×0.65m |
| Loading Height Min | 0.85m |
| Boom Extension | 120mm increments |
| Max Boom Extension | 1.36m |
| Weight of Chassis | 218kg |
| Weight with Counterweights | 472kg |
Wienold GML800 Manual Specifications


Wienold GML800 Manual Specifications
| Specification | |
|---|---|
| Lift Capacity | 800kg |
| Working Height | 4.98m |
| Width | 780mm |
| Working Length | 1,900mm |
| Dead Weight (lift only) | 260kg |
| Weight (inc. counterweights) | 467kg |
| Power | Manual |
Wienold Lifte


Wienold Lifte stands as the leading German manufacturer of counterbalance floor cranes, withover 30 years of lifting platform experience. Located in northwestern Germany, Wienold supplies locally manufactured glass and material lifts worldwide.
Their product range includes the Wienold Superlift with counterweights SLK, the Wienold Lift Universal Premium WLU-P, and their most powerful model, the GML 800+ glass and assembly lift, capable of 900kg payload.
Wienold’s latest developments include the Mini Floor Crane MFC with 900kg payload and 2.90m hook height capability . The GML-Compact represents an other innovation, shortened by 40cm compared to standard GMLs whilst maintaining 800kg payload capacity up to 7.10m lifting height.
All Wienold counterbalanced lifts enjoy particular favour in rental markets, especially in the UK, France, Australia, Canada, and Hong Kong. Hird maintains a unique design and product development partnership with Wienold.
This collaboration leverages Hird’s extensive client experience to assist Wienold in developing advanced counterbalance floor cranes like the GML800+ material lift.

Hird’s expertise and market knowledge have directly influenced the development of products such as the MFC750K, ensuring these cranes deliver excellent performance in confined areas with robust construction, user-friendly operation, and exceptional load capacities.
This partnership exemplifies the “Working with the World’s Best” philosophy detailed in Hird’s specialist article. The collaboration ensures that equipment development is driven by real-world application requirements and user feedback from diverse industrial environments.